MSA测量系统重复性与再现性GR&R分析 |
您所在的位置:网站首页 › msa 缩写 › MSA测量系统重复性与再现性GR&R分析 |
MSA测量系统重复性与再现性GR&R分析
|
原标题:MSA测量系统重复性与再现性GR&R分析 MSA测量系统分析是使用数理统计和图表的方法对测量系统的分辨率和误差进行分析,以评估测量系统的分辨率和误差对于被测量的参数来说是否合适,并确定测量系统误差的主要成分, 而测量系统误差的重复性和再现性由GR&R 研究确定。 测量系统误差由精确度、稳定度、重复性、再现性合并而成,其中重复性跟再现性简称为GR&R,其目的是借助量具量测数据,验证量具是否可靠,是否好用,还可以计算出量具的量测误差; 1.重复性(Repeatability ):当同一零件的同一种特征由同一个人进行多次测量时变异的总和。 说明:其实验数据必须符合以下条件:同一人员、同一产品、同一环境、同一位置、同一仪器、短期时间内. 2.再现性(Reproducibility ):当同一零件的同一种特征由不同的人使用同一量具进行测量时,在测量平均值方面的变异的总和。 说明:其实验数据必须符合以下条件: 不同人员同一产品、不同环境、不同位置、不同仪器、较长时间段. 什么时候才需要进行GR&R分析? Gauge repeatability &Reproducibility评价重复性和再现性,是MSA的一种常用方法。 R&R是推进6 SIGMA及QS 9000中常用的评价测定系统再现性及再生性的工具,被广泛应用于尺寸测定的工具上,其一般不用于电子测试仪器上,特别是数显的仪器。 对于需进行GR&R分析的测量系统,一般在以下三种情况下要进行GR&R分析: •首次正式使用前 •每年一次的保养时 •故障修复后 GR&R分析方法 1.准备 • 检查员人数:一般为3人。当以前分析时的GR&R值低于20%时,也可为2人。 • 试验次数:与检查员人数相同,即两人时为每人两次,三人时为每人3次。 • 零件数量:一般选10个可代表覆盖整个工序变化范围的样品 。当以前分析时的GR&R值低于20%时,也可选5个。 • 测量仪器(设备)的精度(分辨率):需比被测量体要求精度高一个数量级,即如要求测量精度是0.001,测量仪器的精度要求须是0.0001。 2.预实施 展开全文• 分析员要事先对所有零件进行编号并标识测量点,对于给定特征有多个测量点时,为避免零件内部偏差的影响,要确定其中一个作为测量点。 • 所选用的检查员一定是在测量仪器(设备)使用方面经过培训的熟练的人员。 • 如果可能的话,每次试验前应对测量仪器(设备)进行校准。 实施 • 第一名检查员以随机方式对所给的零件进行第一次测量,将测量结果填入表格第二列。然后第二名检查员同样以随机方式对这些零件进行第一次测量,将测量结果填入表格第六列。第三名检查员做法相同,将测量结果填入表格第十列。 • 重复上述步骤,进行第二次、第三次测量,并将测量结果填入其余空白表格。
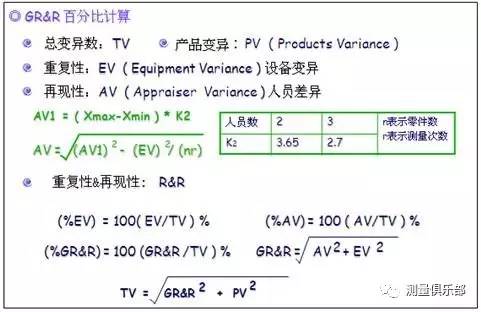
3.计算出设备变异EV、人员差异以及 GR&R等百分比 计算公式: XAbar=(XA11+ XA12 +…+ XA3A)/30 XBbar=(XB11+ XB12 +…+ XB3A)/30 XCbar=(XC11+ XC12 +…+ XC3A)/30 Xbardiff=MAX(XAbar, XBbar, XCbar )-MIN (XAbar, XBbar, XCbar ) RAbar=(RA1 + RA2 + …+RAA )/10 RBbar=(RB1 + RB2 + …+RBB )/10 RCbar=(RC1 + RC2 + …+RCC )/10 Rbar=(RAbar + RBbar + RCbar ) /3 UCLr=Rbar*D4 若任何单独的R值大于UCLr,就应重新检讨试验过程,重新试验并更正不正确的地方,或除掉不合适的数据,利用新的数据重新进行计算R值。 D4值按下表选取。 试验次数 2 3 D4 3.27 2.58 可重复性——测量仪器(设备)变异( EV) EV=Rbar*K1 试验次数 2 3 K1 4.56 3.05 再现性——评价者变异(AV) AV=SQRT[(Xbardiff*K2)2-(EV 2/nr) 评价人数 2 3 样本数 n K2 3.65 2.7 试验次数 r 可重复性&再现性(R&R) R&R= SQRT(EV2+AV2)基于公差方式的的分析结果: %EV=(EV/TOL)*100% %AV=(AV/TOL) *100% %R&R=SQRT( %EV2+ %AV2) *100% =( R&R/TOL) *100% 其中:TOL=USL-LSL 其计算公式如下简图所示:
4.判异标准 •如果GR&R小于所测零件公差的10%,则此系统无问题。 •如果GR&R大于所测零件公差的10%而小于20%,那么此系统是可以接受的。 •如果GR&R大于所测零件公差的20%而小于30%,则接受的依据是数据测量系统的重要程度和改善所花费的商业成本。 •如果GR&R大于所测零件公差的30%,那么此测量系统不能接受,并且需要进行改善。 5.处置方式 %EV,%AV分别表明了测量仪器(设备)变异、评价人差异在总变异中所占比例,可据此把握现有测量系统中所存主要问题,并采取相应的措施。 1)当EV > AV,即重复性:EV(设备变异) > 再现性:AV(人员变异)时: •量具需要加以保养; •量具需要重新设计,以提升适切性; •量具的夹紧或零件定位的方式需要改进; •存在过大的零件变异;返回搜狐,查看更多 责任编辑: |

【本文地址】
今日新闻 |
推荐新闻 |